")























Sur capacité
Ce choix était avant tout stratégique pour le groupe japonais puisqu’il permettait de réajuster ses capacités de production. En gardant les deux sites la firme se retrouvait en surcapacité, par rapport à l’actuelle demande du marché, il fallait prendre une décision.
Le choix de Saint-Quentin a été fait dans un premier temps en rapport avec le potentiel de développement et de production de l’usine. À I Solita, il était possible d’atteindre une capacité de 130 000 véhicules par an alors qu’à Saint-Quentin ce chiffre pourrait flirter avec les 200 000 véhicules par an.
La bleue
Situé au beau milieu des champs de maïs, le site de MBK Industrie est la fierté de la ville de Saint-Quentin. C’est dans cette usine qu’était produite, autrefois, la célèbre Motobécane « bleue ». Implantés sur un terrain de 34 hectares, avec seulement 14 hectares de surface bâtit actuellement, il présente de bonnes perspectives de développement.
Centraliser
Il offre plus de polyvalence des lignes de production (capacité à fabriquer différents modèles), moins de « déchets » en bout du chaîne (6 à 12% de retour), des salariés mieux expérimenté (18 ans en moyenne), avec moins de turn-over. Il est également bien situé, à une centaine de kilomètre du stock central de la plate-forme logistique de Yamaha, à Dourges, près de Lille, donc une réduction du coup lié au transport.
Et dernier atout, le coût du transfert était plus rentable de l’Espagne à la France du fait que seules les machines servant aux tests d’ABS, en fin de chaîne, ont été rapatriées.
Emplois
Le choix du site d’MBK Industrie est donc une aubaine les 610 salariés y travaillant. Cette bouffé d’oxygène Ibérique va éviter des semaines de chômage partielle (programmées), permettre de pérenniser les emplois et favoriser l’embauche.
À noter que Yamaha n’a bénéficié d’aucune aide de l’Etat pour ce transfert, tout a été financé par la firme.
Produire français
L’intégralité des machines Yamaha et MBK, à l’exception des moteurs Minarelli produits en Italie (filiale à 100 % Yamaha), sont fabriquées et assemblées sur place.
Tout le matériel électronique, compteurs, faisceaux, réservoir en plastique, pompes à essence, selles sont achetées. Les cadres (acier), les silencieux, les catalyseurs, les jantes ainsi que l’ensemble des peintures sont faits sur place. Cela représente 70 % de produits qui sont achetés pour 30 % de produits fabriqué sur place.
Cœur de métier
80 % des tâches difficiles sont effectuées par des robots. Mais pour les tâches compliquées (certaines peintures ou des soudures précises), la main de l’homme reste le meilleur atout. Comme par exemple sur les réservoirs en aciers des motos XT 660 et WR 125, dont les pièces sont embouties puis soudées.
Ensuite un ouvrier, comme Jean-Paul, 42 ans d’ancienneté (il a commencé à l’usine à 16 ans) se charge de la soudure dite « à la molette », puisqu’elle étanchéifie le réservoir. Pour effectuer cette opération, Jean-Paul a été directement formé par Yamaha, au Japon.
À noter que l’usine de Saint-Quentin dispose aussi d’une fonderie pour les moteurs de hors-bord, intégralement fabriqués sur le site. Elle permet de mouler des pièces d’aluminium par un système d’injection sous pression.
Tous en ligne
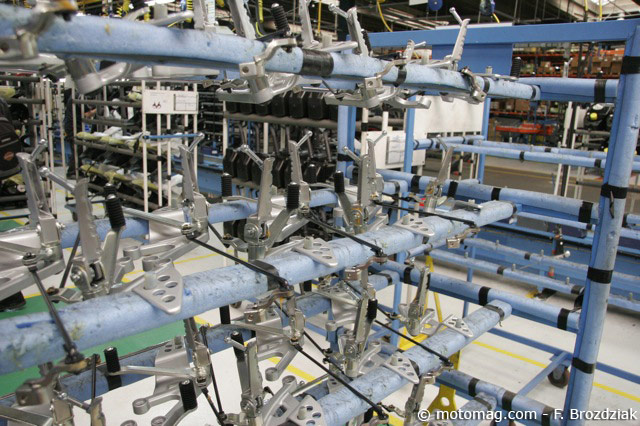
MBK Industrie possède 3 lignes (chaînes) de montages, longues de 50 mètres, pouvant produire chacune 200 véhicules par jour.
![]() La première pour les scooters 50 cm3 MBK/Yamaha (Booster/BW’S50, Ovetto/Neos, Stunt/Slider, MachG/Jog, Nitro/Aerox), soit 30.000 exemplaires par an.
La première pour les scooters 50 cm3 MBK/Yamaha (Booster/BW’S50, Ovetto/Neos, Stunt/Slider, MachG/Jog, Nitro/Aerox), soit 30.000 exemplaires par an.
![]() La seconde pour les gros scooters Xmax/Skycruiser 125 cm3 et 250 cm3, soit 3000 unités. Depuis le 1er avril 2012 s’ajoutent les 28.000 exemplaires anciennement produit en Espagne.
La seconde pour les gros scooters Xmax/Skycruiser 125 cm3 et 250 cm3, soit 3000 unités. Depuis le 1er avril 2012 s’ajoutent les 28.000 exemplaires anciennement produit en Espagne.
![]() Une dernière ligne pour les motos Yamaha YZF 125R, WR 125 R, WR 125 Z, XT 660 R, XT 660 X, XTZ 660, soit 13000 exemplaires par an.
Une dernière ligne pour les motos Yamaha YZF 125R, WR 125 R, WR 125 Z, XT 660 R, XT 660 X, XTZ 660, soit 13000 exemplaires par an.
Et en plus de la production des 2-roues, il faut ajouter les 30.000 moteurs de hors-bord, évoqués plus haut.
Méthode K
Dès la reprise par Yamaha, MBK Industrie a appliqué la philosophie « Kaizen ». Cette méthode place l’employé au cœur de son poste de travail.
Kaizen, fusion du mots japonais kai (changement) et zen (bon), demande à chaque opérateur de réfléchir sur son poste de travail afin de proposer des améliorations qu’il juge nécessaires. Elles sont ensuite soumises à une évaluation (gain, productivité, sécurité…) qui récompense l’employé sous la forme d’une prime.
Reprise ?
Cette relocalisation pourrait sans nul doute servir d’exemple pour les industriels français, même si cette victoire reste liée à la reprise du marché du deux-roues. Car pour rappel, la production du site de Saint-Quentin, avec 80.000 deux-roues annuels, reste encore inférieure aux 100.000 véhicules produits en 2007... avant la crise économique.

![[VIDEO] Reportage Caballero Fun Race 2021](local/cache-gd2/f9/b311e3b0f2212ee17952a7db9f33e7.jpg?1638444926 "[VIDEO] Reportage Caballero Fun Race 2021")
")
 de la (...)")
")
")
")

")
")
")
")
")


")

")

")




")